Категории
Последний блог
Épissage par fusion de fibres
Принцип сварки плавлением заключается в том, что два оголенных конца волокна (с удаленными покрытиями) сплавляются друг с другом под воздействием тепла. Точнее, концы волокон изначально плотно соприкасаются с небольшим зазором между ними. После кратковременного нагревания их так, что поверхности плавятся, их сталкивают вместе, так что концы сплавляются вместе.
Нагрев часто осуществляется с помощью высоковольтного электрического разряда, но есть и другие методы: электронагреваемая никель-хромовая проволока, СО2-лазер или газовое пламя.
Поверхностное натяжение помогает добиться хорошего совмещения, если сердцевины волокон находятся на осях волокон. Также возможно точно выровнять волокна перед сращиванием таким образом, чтобы жилы (даже если они немного смещены от центра) хорошо совпадали, но существует риск того, что поверхностное натяжение будет тянуть концы волокон к положению, при котором общая площадь ( а не ядра) совпадают.
Сварка многомодовых волокон некритична. При этом существенных переходных потерь следует ожидать только в том случае, если параметры волокна не согласованы друг с другом, например, если площади сердечников сильно различаются. Для одномодовых волокон этот процесс более важен. Здесь идеальными условиями для надежных соединений с низкими потерями являются:
• Волокна представляют собой волокна кремнезема. Не все другие стеклянные материалы подходят для сварки плавлением.
• Параметры сварочного аппарата (в частности, электрический ток и длительность дуги) хорошо оптимизированы для данного типа волокна (материала и диаметра).
• Волокна имеют одинаковый диаметр оболочки.
• Покрытие волокна полностью удалено, возможно, с помощью растворителя.
• Концы волокна хорошо подготовлены, с точно перпендикулярными срезами, без неровностей поверхности и без пыли. Тщательно сделанный раскол волокна (выполненный с помощью какого-либо устройства для скалывания волокон) обычно должен быть достаточно хорошим. Полировка обеспечивает высочайшее качество поверхности и угловую точность, но требует больше времени.
• Сердцевины волокон точно совпадают с осями волокон, и их выравнивание является точным. (Это часто наблюдается под микроскопом.)
• Эффективные области мод одинаковы и не слишком малы.
В идеальных условиях сварные соединения достаточно надежно демонстрируют очень низкие переходные потери порядка 0,02 дБ. Свет практически не будет отражаться в месте соединения. В этом случае место сращивания практически невозможно увидеть под микроскопом. Тем не менее, механическая прочность соединения и его окружения может быть значительно ниже, чем у обычного неизолированного волокна, если поверхность волокна получает некоторое повреждение во время обработки; для этого достаточно очень маленьких царапин. Обратите внимание, что защитное покрытие должно быть удалено для сращивания, и что этот процесс удаления сопряжен с риском повреждения поверхности волокна. После сращивания обычно наносят новое покрытие или прикрепляют какой-либо другой защитный материал (например, термоусадочную защиту или защиту от механического обжима), чтобы получить достаточно высокую механическую прочность.
Сращивание с малыми потерями также может быть достигнуто в неидеальных условиях, например, для волокон разного диаметра. Когда сердцевины волокна не отцентрированы, может потребоваться выравнивание, контролируя пропускную способность света. Однако в таких случаях процесс сращивания может быть менее надежным и требует большей осторожности. Значительную часть стыков, возможно, придется переделывать до тех пор, пока не будет достигнут удовлетворительный результат. До него мог добраться сварочный аппарат с выравниванием ядра с 6 двигателями. После сварки плавлением часто используется защитная втулка для защиты области соединения. Обратите внимание, что зачищенное волокно менее прочное и поэтому часто нуждается в дополнительной защите.
Особенности сварочных аппаратов Fusion:
Аппарат, пригодный для высококачественных сварных соединений, обычно имеет следующие характеристики:
• Тщательно спроектированные зажимы для волокон позволяют точно фиксировать концы волокон. По крайней мере, один зажим точно регулируется микрометрическими винтами.
• Для сварки волокон, сохраняющих поляризацию, также необходимо повернуть одно из волокон вокруг своей оси. Сварочный аппарат Shinho S-12PM может вращаться на 0,45,90 градусов.

• Микроскоп позволяет контролировать качество и выравнивание концов волокна. Часто имеется ручка для переключения между двумя ортогональными направлениями обзора. Сердцевины волокон также обычно можно увидеть. Мы используем 2 микроскопа с машиной.
• Некоторые сварочные аппараты выполняют выравнивание автоматически на основе изображения с камеры и/или контроля пропускной способности оптической мощности. Для последнего к одному концу волокна должен быть присоединен источник света, а к другому — фотоприемник.
• Некоторые устройства также могут измерять качество полученного соединения.
• В то время как некоторые сварочные аппараты предназначены для стандартных телекоммуникационных волокон, другие могут использоваться для более широкого спектра волокон, например, с меньшим или большим диаметром оболочки. Например, существуют методы плавления на основе качающихся электродов, которые подходят для больших волокон оболочки.
• Некоторые устройства просто обеспечивают более высокую точность, необходимую, например, для сращивания волокон для пространственного мультиплексирования.
Тестирование сварных соединений
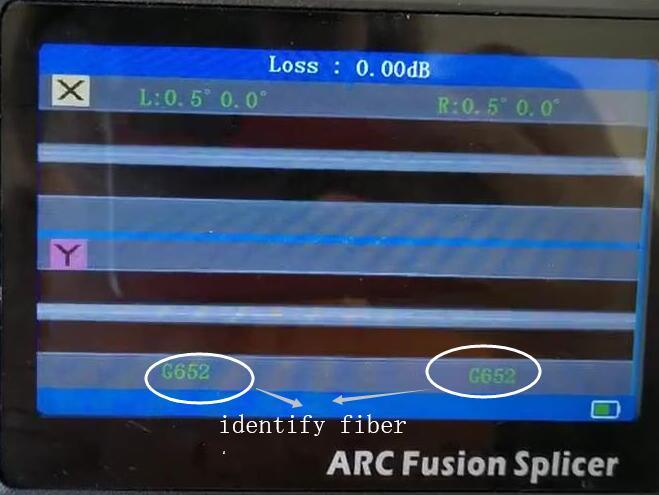
Первым испытанием сращивания является осмотр под микроскопом аппарата для сращивания. В норме стык едва ли можно увидеть. Тем не менее, может возникнуть проблема, например, из-за смещения сердцевин волокна.
Когда видимый свет попадает в волокно, большое количество рассеянного света может привести к дефектному соединению, которое, таким образом, легко распознать, хотя это не обеспечивает количественную оценку качества соединения.
Точное измерение потерь в соединении полезно, но не просто. Это начинается с задачи подачи точно известного количества оптической мощности в волокно и продолжается измерением выходной мощности, например, с точностью до 0,1 дБ.
Оптическая рефлектометрия во временной области (OTDR) часто используется для проверки оптоволоконных кабелей, включая соединения. По крайней мере, серьезные неисправности легко распознаются и локализуются с помощью этой техники. Однако для этого требуется дорогостоящее устройство OTDR.
Заметим также, что в мощных волоконных лазерах и усилителях мощность света, теряемая в стыках, может быть достаточной для прожигания материалов, в частности покрытий волокон. Это означает, что высококачественные соединения важны не только для энергоэффективности, но и для надежной работы.
Использование сварных соединений обычно используется для наружных оптоволоконных кабелей; длинные кабели обычно изготавливаются путем сращивания волоконных кабелей, каждый из которых имеет длину в несколько километров. Для внутренних кабелей передачи обычно используются механические сращивания или оптоволоконные соединители, избегая использования дорогостоящих сварочных аппаратов. Сращивание плавлением также используется на заводах для изготовления стабильных волоконно-оптических устройств, таких как волоконные лазеры и усилители.
Поставщики
Shinho Communication предлагает вам 12 различных моделей сварочных аппаратов. Смотрите подробности по адресу:
https://www.xhfiber.com/fiber-fusion-splicer_c1
Предыдущий :
Принцип калибровки сварочного аппарата Fusion ARCСледующая :
Fibre à maintien de polarisation
Приглашаем вас зарегистрировать новостную рассылку, если у вас есть интерес к нашим продуктам, мы будем держать вас в курсе наших новостей, информации о продуктах и рекламных акциях, если таковые имеются.
© Авторское право: SHINHO OPTICS LIMITED Все права защищены.


 русский
русский English
English français
français italiano
italiano español
español português
português العربية
العربية ไทย
ไทย हिन्दी
हिन्दी Indonesia
Indonesia 中文
中文










